The process of turning sheets of metal into a useful part or component is called sheet metal stamping. The metal is fed into a press, where the stamping tool, also known as a die, creates the desired shape. The die is pressed into or through the metal with tremendous force. The force used in the process is measured in tons.
Except for some specialized processes, sheet metal stamping doesn’t use heat. Instead, it is done with a cold-forming technique. Even though no heat is used, the part can come out hot because of the friction that’s created between the metal and the die from the force of the press.
Sheet Metal Stamping Process Explained
Sheet Metal Stamping Process
There are basically only three components to sheet metal stamping—the sheet metal, die, and press machine—but any single part can require multiple steps to arrive at its final form. The following guide explains a few common processes that might occur during metal stamping.
➤Forming: Forming describes the process of transforming the flat metal into another shape by applying force. It is accomplished in one of several ways, depending on the design specifications for the part. With a series of operations, the metal can be altered from a relatively simple shape into a complex one.
➤Blanking: Blanking is the most basic technique and initiates when the sheet or blank is fed into the press where the die cuts out the desired shape. The resulting piece is called a blank. The blank may be the desired part, also known as a fully finished blank, or it may continue to the subsequent step of forming.
Sheet Metal Stamping Process Explained
➤Drawing: Drawing is a more complicated operation and is how vessels or deep depressions are formed. Tension is used to carefully draw the material into a cavity to change its shape. Though the material might stretch while it’s drawn, technicians try to avoid stretching as much as possible to keep the material intact. Sinks, cooking equipment, and oil pans for vehicles are usually made with drawing.
➤Piercing: Piercing is almost the opposite of blanking, but instead of saving the blanks, technicians use the material around the outside of the punched area. As an example, think of cutting biscuits from a rolled-out circle of dough. During blanking, the biscuits are saved; during piercing, on the other hand, the biscuits are discarded, and the hole-riddled remains are the desired outcome.
Role of Dies in Metal Stamping
Whether you’re using the forming, drawing, piercing, or blanking process in sheet metal for your project, production will involve metal dies. Mounted on presses, dies are the fundamental tools that metal stamping operations rely on to precisely cut, form, and shape an array of metal parts. Manufacturers use custom dies to achieve components that match the exact specifications of your design, making anything from straightforward products like clips to intricate electronic parts.
These durable tools facilitate high-volume, precision production and support economy of scale. To help ensure that metal stamping processes are generating high-quality products, however, it’s important to use the right die type for your project.
Types of Dies
To address the unique requirements of highly varied projects, there are multiple types of die available for manufacturers to use. Three common varieties in metal stamping operations are compound, combination, and progressive dies.
Sheet Metal Stamping Process Explained
Compound
Compound dies provide compound functionality—every single press stroke carries out several operations at once. As a result, they can quickly and efficiently generate even complex metal parts. When choosing a die for your needs, keep in mind that compound dies are more adept at cutting than forming.
Combination
Combination dies are alike compound dies in their single-stroke operational capabilities. However, this die variety is well-suited to both forming and cutting. This enables manufacturers to use them for products that require multiple metal forming techniques, such as bending, forming, piercing, and sheet metal blanking processes.
Progressive
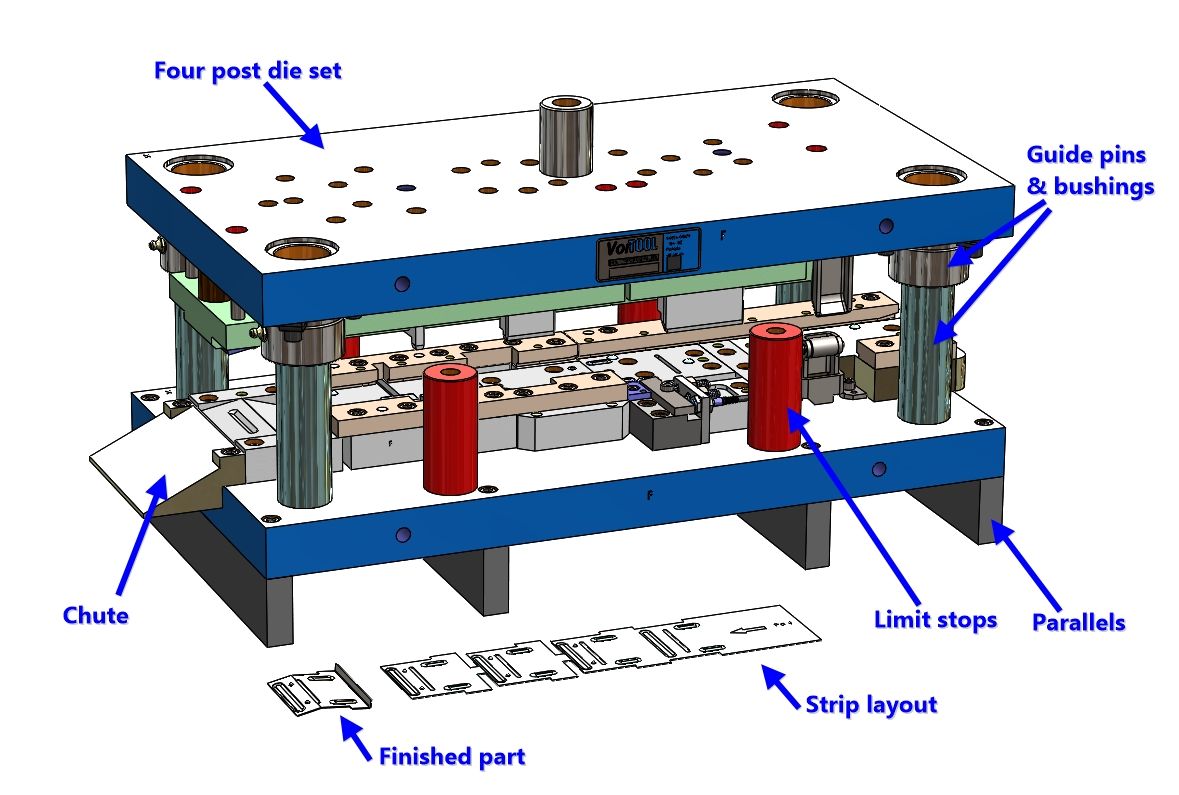
These cold stamping dies move a strip of raw material through its various stations, with the die performing one stamping action per stroke at each one. The metal workpieces stay attached to the strip until they pass through the final die station, at which time they’re complete and cut loose. In this setup, multiple workpieces are going through the press simultaneously, with each at a different stage of the stamping process on a mold set.
Understanding Metal Stamping Presses
Just as there are multiple die types, you can use different press varieties to complete your stamping project. The three main options are:
➤Mechanical presses: These highly efficient presses utilize a motor-connected flywheel device to facilitate energy transfer and storage. They’re compatible with progressive and transfer die stamping processes and can produce between 20 and 6,000 tons of pressing force, depending on their size. Manufacturers can quickly ramp up production as mechanical presses offer the greatest operational speeds of the three presses and have the capacity for large runs of virtually identical, repeatable goods. Mechanical presses rapidly generate shallow components with simple designs from coil and sheet metal, such as hardware and appliance or automotive components.
Sheet Metal Stamping Process Explained
➤Hydraulic presses: Compared to mechanical presses, hydraulic presses are slower but more versatile. They enable you to modify the die opening and stroke length and deliver a wider range of pressure levels. This accommodates deeper, more intricately shaped components requiring higher material flow. As long as your project’s schedule allows for this production method, hydraulic presses are the ideal choice for producing goods like bowls, cylinders, and tanks.
➤Mechanical servo presses: These presses combine the advantageous features of the previous two types, offering nearly the same speeds as mechanical presses with the versatility of hydraulic presses. Programmable mechanical servo presses, however, also heighten your ability to control everything from strokes and operational speeds to slide motion and positioning. These capabilities give manufacturers more flexibility in part production as well as their choice of press speed and die type.
The ideal metal pressing process service provider will have the equipment, custom capabilities, and extensive expertise you need to sufficiently achieve your project goals.