3D laser welding isn’t exactly new. After all, it’s been used in automotive manufacturing for many years. Outside of the auto plant, however, laser welding (and its potential for savings) is less familiar.
When parts made of thin-gauge sheet metal need nice-looking welds, robot lasers don’t immediately come to mind; labor-intensive TIG or MIG welding, grinding, and careful finishing are the norm.
Laser Welding Applications
Laser welds can be used in manufacturing metal furniture, shelving, and cabinets, industrial and commercial appliances like ovens, refrigerator doors, washing machines, counters, trays, tubes, and ducts, medical or other hermetic enclosures, and even turbine parts and architectural panels.
Many engineers and managers in these industries initially think laser welding will be out of their price range. However, they soon discover laser welding is highly affordable, with prices comparable to — or lower than — manual welding when compared to the total process cost.
What are the Best Applications for Laser Welding?
In fact, one project with a 10” weld of 16 gauge cold rolled steel went from a total cost of $5.84 with traditional TIG welding to $0.96 with Estes’ 3D laser welding services.
Advantages of Laser Welding
With highly cosmetic products or those made with light-gauge sheet metal, conventional MIG or TIG welding typically requires many secondary operations to make the welded area blend with the surrounding material.
Those secondary operations, including post-weld grinding and finishing, increase labor costs and slow the overall part flow. Laser welding can produce a surgically precise weld while significantly reducing the post-weld grinding and finishing time, and for some jobs, eliminate those secondary operations entirely.
What are the Best Applications for Laser Welding?
In addition to higher throughput and reduction of post-weld labor, laser welding can produce a cleaner shop with far less dust and better air quality.
In the end, laser welding provides repeatability, part consistency and higher quality with less labor, resulting in cost savings to pass along to the product’s sales base.
Switching to Laser Welding: 3 Key Areas to Evaluate
Before starting a project, here are three key areas to evaluate:
1. Joint Design
Part fit-up is critical because gap tolerances need to be tight as there is no filler metal added in laser welding. If you keep fit-up in mind, you can reduce the number and type of joints needed. Flanges, for example, can be made narrower or even replaced with butt joints. Further, because a laser-welding robot only needs access to one side of a piece, welding in tight or closed areas is possible.
One approach to part design and improved fit-up is building in special features like positioning tabs, interlocking joints (i.e. bayonet or tab-and-slot), and connector tabs to improve alignment and fit-up before welding. If your design ensures accurate alignment with minimal gapping (e.g. less than 5-10 percent of the thickness of the thinnest component for butt joints), your welded seams can look aesthetically pleasing and remain strong.
2. Conduction vs. Keyhole Welding
Your application determines the type of weld used. For parts where appearance is important, conduction welding results in a wide, shallow joint that looks smooth.
Conduction welding is performed at low energy density, typically around 0.5 MW/cm2, forming a weld nugget that is shallow and wide. The heat to create the weld into the material occurs by conduction from the surface.
What are the Best Applications for Laser Welding?
Penetration or “keyhole” welding is narrow and deep for thicker sheet metal or areas needing high strength. When you increase the peak power density beyond approximately 1.5MW/cm2, the laser creates a filament of vaporized material, known as a keyhole, which extends into the material and provides a conduit for the laser light to be efficiently delivered into the material. This process maximizes weld depth and minimizes the heat into the material, reducing the heat-affected zone (HAZ) and part distortion.
As featured in The Fabricator, Reddick notes that “the [laser’s] focal point is adjusted based on the type of weld needed. A higher focal point produces a more defocused beam for slower, more cosmetic welds; a lower focal point produces a small spot size for faster welds that aren’t appearance-critical.”
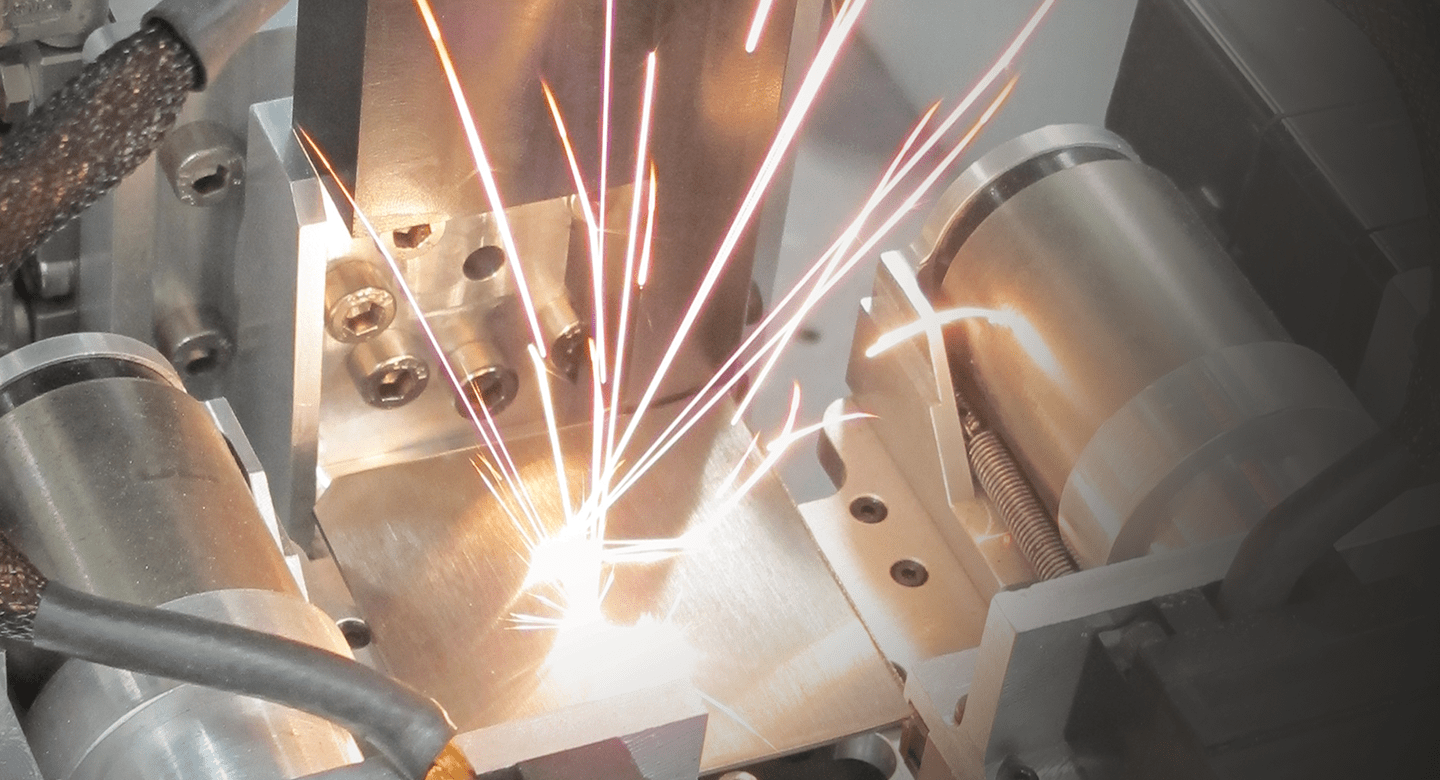
In both types of welding, energy from the focused and directed beam is absorbed at the precise weld site and the surface temperature rises. In mere milliseconds, the metal begins to melt. But because the energy is concentrated on a tiny area and because the laser passes by so quickly, the HAZ surrounding the weld site is much smaller than in traditional welding. This means there is less residual heat to distort, discolor or otherwise damage the workpiece.
3. Precise Fixturing
Precision is the name of the game when designing for laser welding. Blanks need to be cut and formed correctly so that joints fit tightly together. “Standard tolerances that apply to MIG and TIG joints will not hold the weld position as consistently as necessary for the laser beam.